
Адрес компании
№ 6668, участок 2, улица Цинцюань, район Цинбайцзян, Чэнду, провинция Сычуань, Китай






● Параметры продукта
| Модель | ТИГ-200П ACDC | ТИГ-250П ACDC | ТИГ-300П ACDC | TIG-315P ACDC |
| Номинальное входное напряжение (В переменного тока) | 1П 220 | 3П 380 | ||
| Фактор силы | 0,8 | 0,8 | 0,9 | 0,9 |
| Номинальная входная мощность (кВА) | 8,8 | 11,7 | 11 | 13.3 |
| Напряжение без нагрузки (В) | 65 | 65 | 77 | 79 |
| Максимальный номинальный выход (A/V) | 200/18 | 250/20 | 280/21,2 | 315/22,6 |
| Диапазон сварочного тока (А) | 10-200 | 10-250 | 10-280 | 10-315 |
| Максимальный выходной ток (А) (ММА) | 190 | 240 | 260 | 300 |
| Режим запуска дуги | ВЧ, не трогать | |||
| Выходные характеристики | Характеристика постоянного тока | |||
| Класс защиты корпуса | IP21S | |||
| Режим охлаждения | Принудительное воздушное охлаждение | |||
| Рабочий цикл (%) | 60 | |||
| Общая эффективность (%) | 70 | 80 | ||
| Класс изоляции (%) | F | |||
| Вес нетто (кг) | 13,75 | 19 | 19,9 | 29 |
| Размер машины (мм) | 375*425*225 | 475*235*410 | 475*235*410 | 510*265*470 |
● Оборудование для аргонно-дуговой сварки
Оборудование для аргонодуговой сварки включает в себя источник питания аргонодуговой дуги, систему управления, сварочную горелку, систему газоснабжения и систему водоснабжения.
Оборудование для пневматической аргонно-дуговой сварки основано на вышеуказанном оборудовании с добавлением механизма перемещения механизма подачи проволоки.Когда при ручной аргонно-дуговой сварке используется небольшой диапазон источника питания постоянного тока, систему управления и систему подачи воды можно не использовать.
1) Источник питания для дуговой сварки
Существует два типа источников питания для ручной аргонно-вольфрамовой дуговой сварки: переменного и постоянного тока.Разница в типе и полярности источника питания вызывает очевидные различия в процессе и обычно выбирается в зависимости от свариваемого материала.
2) Система управления
Система управления ручной аргонно-вольфрамовой дуговой сваркой обычно включает в себя устройство зажигания дуги, устройство стабилизации дуги, электромагнитный газовый клапан, выключатель питания, релейную защиту и индикаторный прибор и другие детали.Его действие контролируется низковольтным выключателем, установленным на сварочной горелке, то есть рабочие процессы каждой системы контролируются через промежуточное реле, реле времени и схему задержки в цепи управления.
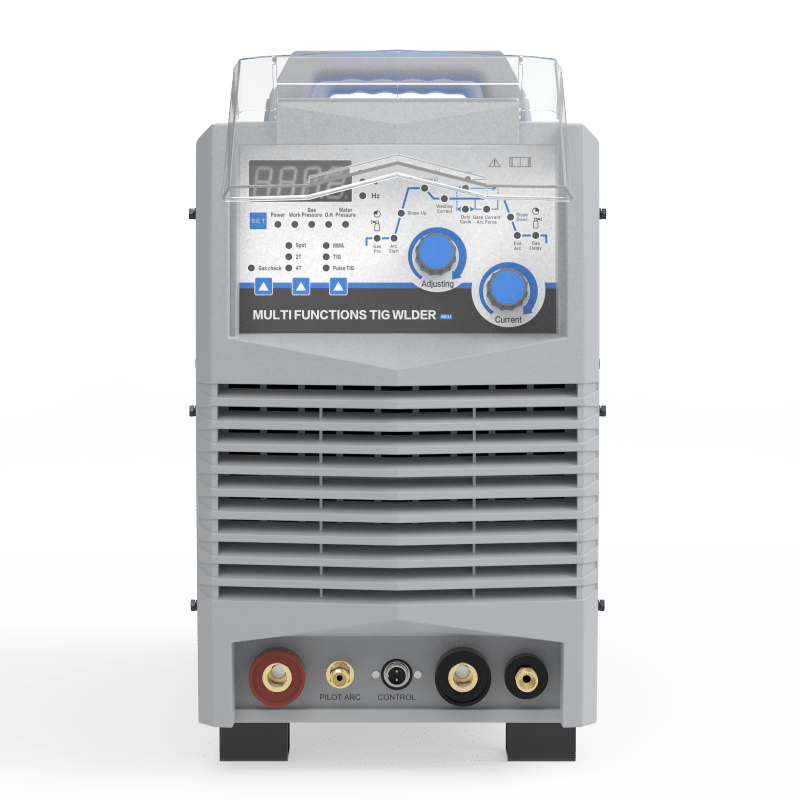
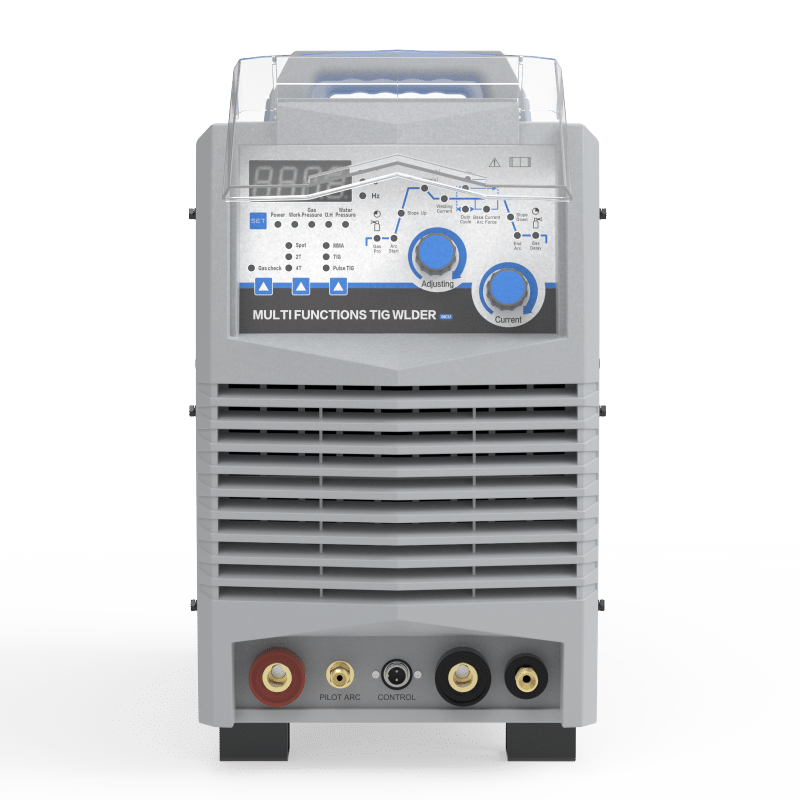
3) Сварочная горелка
Сварочная горелка в основном используется для зажима электрода, проведения сварочного тока, подачи защитного газа и управления рабочей системой всего аппарата.Обычно используемая горелка для ручной аргонно-вольфрамовой дуговой сварки в основном состоит из корпуса горелки, сопла, зажимного устройства для вольфрамового стержня, кабеля, газовой трубы, водопроводной трубы и пневматического переключателя.В зависимости от охлаждающей среды их можно разделить на водяное и воздушное охлаждение.
4) Система подачи воздуха
Функция системы подачи газа заключается в отправке газообразного аргона в стальном баллоне в зону сварки из сопла сварочной горелки в соответствии с определенной скоростью потока, в основном включая газовый баллон с аргоном, редуктор давления, газовый расходомер и электромагнитный газ. клапан.
5) Система водоснабжения
Система водоснабжения в основном используется для охлаждения сварочных кабелей, сварочных горелок и вольфрамовых стержней.Как правило, водяное охлаждение не требуется, когда сварочный ток меньше 100 А.Система водоснабжения должна быть беспрепятственной и подавать воду согласно заданному давлению.Часто в системе водоснабжения имеется реле давления воды, и его функция заключается в запуске сварочного аппарата при достаточном количестве воды;в противном случае сварочный аппарат не может быть запущен.Это защитное устройство для сварочного аппарата, и его нельзя произвольно закорачивать во время использования, чтобы не сжечь сварочную горелку и кабель.Система водоснабжения не предъявляет особых требований к источнику воды, вода может подаваться из бака оборотной воды или напрямую подключаться к крану.Водопроводные трубы должны быть защищены от замерзания зимой.
6) Устройство ослабления тока
При сварке нержавеющей стали и сплавов на основе никеля ручной аргонно-вольфрамовой дуговой сваркой на конце дуги легко образуются горелочные трещины.Текущее устройство ослабления может преодолеть этот недостаток.
7) Ручная вольфрамово-аргонодуговая сварка
Выбор ручной машины для аргонно-вольфрамовой дуговой сварки: Ручная аргонно-вольфрамовая дуговая сварочная машина в основном выбирается в соответствии с различными сварочными материалами.Для различных сварочных материалов требуются разные источники питания для дуговой сварки, поэтому выбранный аппарат для ручной аргонно-вольфрамовой дуговой сварки также отличается.Для высоколегированной стали, нержавеющей стали, меди, серебра, титана и других металлов и их сплавов можно использовать ручной вольфрамово-аргонно-дуговой сварочный аппарат постоянного тока;для алюминия, магниевых металлов и их сплавов можно использовать сварочные аппараты переменного тока для удаления оксидной пленки с поверхности сварного соединения.Или ручной вольфрамовый аргонно-дуговой сварочный аппарат переменного и постоянного тока;Аппарат для ручной аргонно-дуговой сварки вольфрамовым импульсом также может использоваться для некоторых ультратонких компонентов, материалов с высокой термочувствительностью и компонентов, которые трудно сваривать.

№ 6668, участок 2, улица Цинцюань, район Цинбайцзян, Чэнду, провинция Сычуань, Китай
+86 18815073611
+86 13587752681