
Адрес компании
№ 6668, участок 2, улица Цинцюань, район Цинбайцзян, Чэнду, провинция Сычуань, Китай





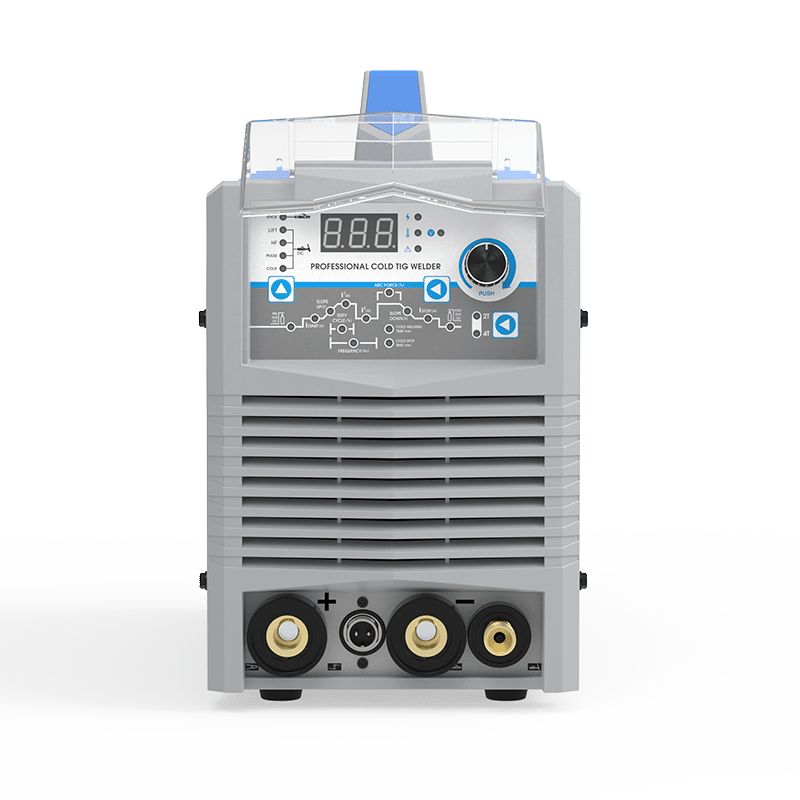









● Параметры продукта
| МОДЕЛЬ | ХОЛОДНАЯ ТИГ-200 | ХОЛОДНАЯ ТИГ-250 | КОЛДТИГ-250ПРО | ТИГ-315П | ТИГ-400П | ТИГ-500П | |
| Номинальное входное напряжение (В) | 1П 220В | 3П 380В | |||||
| Входная частота (Гц) | 50/60 | ||||||
| Максимальный входной ток (А) | 25 | 34 | 34 | 15 | 21 | 30 | |
| Номинальная входная мощность (кВА) | 7 | 7 | 7 | 10,9 | 15 | 21 | |
| Напряжение без нагрузки (В) | 60 | 60 | 60 | 68 | 70 | 74 | |
| Максимальный выходной ток (А) | ММА | 160 | 210 | 225 | 315 | 400 | 500 |
| ТИГ | 170 | 210 | 250 | 315 | 400 | 500 | |
| Регулируемый диапазон тока | ТИГ | 5-170 | 5-210 | 5-250 | 20-315 | 20-400 | 20-500 |
| Рабочий цикл (%) | 40 | 60 | |||||
| Вес машины (кг) | 6,8 | 8.4 | 26,5 | 28,5 | 43 | ||
| Размер машины (мм) | 375x150x330 | 380x185x315 | 590x290x540 | 590x290x540 | 650x310x600 | ||
● Подробная информация
1. Площадь термического воздействия небольшая.При мгновенном процессе укладки отсутствует тепловложение, поэтому отсутствуют деформации, подрезы и остаточные напряжения.Частичный отжиг не происходит, после ремонта не требуется повторная термообработка.
2. Чрезвычайно малое воздействие при ремонте сварки, этот сварочный аппарат преодолевает явление воздействия обычной аргонно-дуговой сварки на периферию заготовки во время процесса ремонта сваркой.Ремонт можно уверенно выполнять даже на обработанной поверхности заготовки без припуска.
3. Высокая точность ремонта: толщина наплавки от нескольких микрон до нескольких миллиметров, требуется только шлифовка и полировка.
4. Высокая прочность сварки: за счет полного проникновения в материал поверхности заготовки создается сильное сцепление.
5. Легко носить с собой: вес (8,5 кг), питание 220 В, отсутствие требований к рабочей среде.
6. Экономичность: Немедленный ремонт на месте, повышение эффективности производства и снижение затрат.
7. Одна машина с несколькими функциями: она может выполнять наплавку, укрепление поверхности и другие функции.Толщину и гладкость наплавки и упрочнения можно получить, регулируя мощность разряда и частоту разряда.
8. Твердость поверхностного слоя и разнообразие дополнительных материалов: различные требования к твердости могут быть достигнуты за счет использования различных материалов электродного стержня (дополнительных материалов).Твердость наплавочного ремонтного слоя может варьироваться от HRC 25 до HRC 62.
9. Система защиты от газа: она заменена на синхронную систему защиты от аргона, управляемую микрокомпьютером, что делает защиту от аргона лучше, а эффект сварки более прочным и красивым.В то же время он сохраняет исходные преимущества, сравнимые с дорогостоящими аппаратами лазерной сварки, и позволяет максимально экономить аргон.

№ 6668, участок 2, улица Цинцюань, район Цинбайцзян, Чэнду, провинция Сычуань, Китай
+86 18815073611
+86 13587752681